

J506NiCu Corrosion-resistant Steel Electrode
J506NiCu
GB:E5016-G
AWS:
Current:Used for welding carbon steel and 490MPa tensile strength atmospheric corrosion-resistant steel structures, such as locomotive vehicles, offshore engineering, bridges, etc.
AWS:
Current:Used for welding carbon steel and 490MPa tensile strength atmospheric corrosion-resistant steel structures, such as locomotive vehicles, offshore engineering, bridges, etc.
Related products for "J506NiCu Corrosion-resistant Steel Electrode"
 R802 heat-resistant steel electrode
R802 heat-resistant steel electrode  J506NiCrCu Corrosion-resistant Steel Electrode
J506NiCrCu Corrosion-resistant Steel Electrode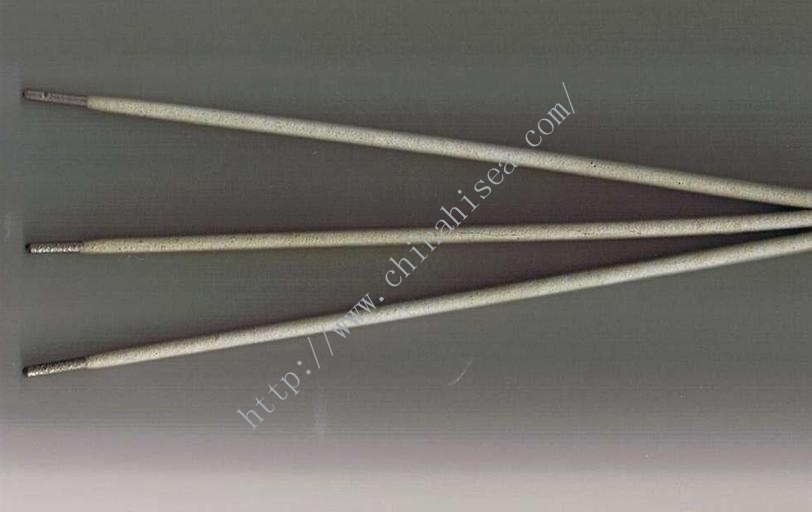 G307 stainless steel electrode
G307 stainless steel electrode  Copper and Copper Alloy Welding Wire
Copper and Copper Alloy Welding Wire 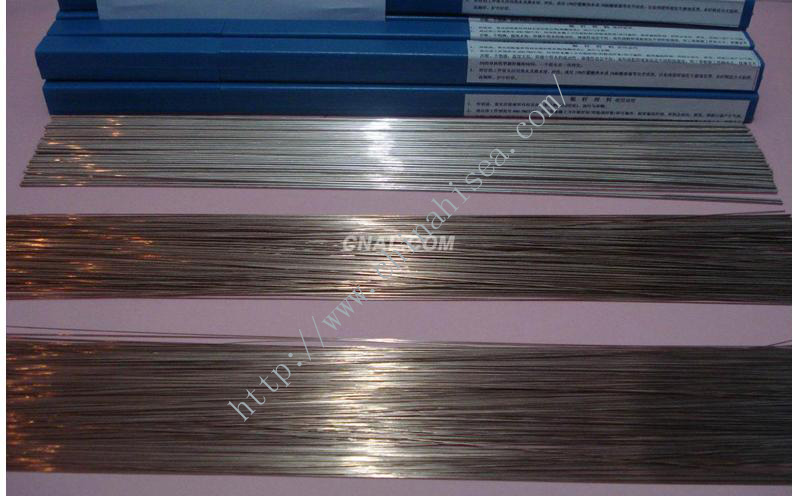 AWS E8015-C1 Low Temperature Steel Electrode
AWS E8015-C1 Low Temperature Steel Electrode Low Temperature Steel Electrode
Low Temperature Steel Electrode Low alloy steel welding rod
Low alloy steel welding rod Surfacing welding rod
Surfacing welding rod Surfacing welding rod
Surfacing welding rod JC-29 Self-shielded Flux-cored Welding Wire
JC-29 Self-shielded Flux-cored Welding Wire
Society certificates

CHONGQING HISEA INDUSTRIAL GROUP CO., LTD.

CONTACT WITH US NOW